
















適用於將鋼材連接到 ≤ 5 mm 鋼材的子結構上
使用鑽頭時,裝配時間至少降低 50%:
- 鑽孔時無需定心
- 螺紋成型
- 固定
一次性作業
根據 ETA-10/0184 核准,適用於元件組合 tI/tII
- 鋼/鋼用於 ∅ 4.2 mm-6.3 mm
通知
- 鑽孔螺絲必須搭配合適的電鑽使用 (例如具有深度止擋的充電式電鑽)
- 禁止使用衝擊螺絲起子
- 鑽孔螺絲必須垂直連接至元件表面
使用說明是根據我們測試及經驗所提供的建議,請在每次使用前先行測試。由於施作、存放及加工條件影響因素非常多,我們不針對特定施工或使用結果承擔任何責任。我們的銷售或客服人員提供技術資訊或諮詢服務,但此服務不承擔任何責任,除指定合約服務範圍或產品顧問所傳達之訊息或技術資訊。

 | |
規範 | CS |
材料 | 鋼 |
表面 | 鍍鋅 |
符合 ROHS 標準 | 是 |
頭類型 | 六角頭 |
擰動類型 | 六角 |
螺紋類型 | 自攻螺紋 |
尖端形状 | 鑽頭 |
地下 | 鋼, 鋁 |
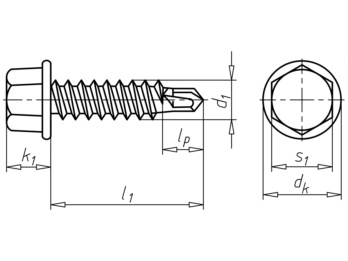
標稱直徑 (d1) | 4.8 mm |
長度 (l1) | 25 mm |
頭直徑 (dk) | 10.5 mm |
頭高度 (k1) | 4.45 mm |
鑽頭長度 (lp) | 5.75 mm |
包含鑽頭的螺紋長度 | 21 mm |
外擰動 (s1) | SW8 |
可鑽穿的最大材料厚度 (金屬) | 4.4 mm |
適用於最大子結構厚度 | 3 mm |
最小/最大連接厚度 | 1.8-16 mm |
批准 | ETA-10/0184 |
建議的最慢/最快安裝速度 (怠速) | 1200-1800 U/min(rpm) |









