





SC 45° long roughing cutter DIN 6527L
End mill MTC DIN 6527L Z4-5 45° type HR TiAlN-S HB
RGHCTR-MTC-DIN6527L-SC-TNS-HB-D6,0MM




















Register now and access more than 125,000 products
Datasheets(X)

 | |
Product code | 7087 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Aluminium |
Shank style | Cylindrical DIN 6535-HB |
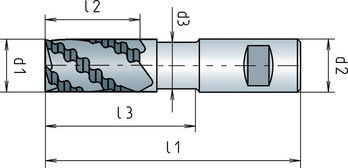
Diameter (d1) | 6 mm |
Shank diameter (d2) | 6 mm |
Clearance diameter (d3) | 5.6 mm |
Length (l1) | 57 mm |
Cutting edge length (l2) | 13 mm |
Clearance length (l3) | 20 mm |
Standards | DIN 6527 |
Construction length | Long |
Cutting material | SC |
Surface | TiAlN-S |
Coolant supply | External |
Twist angle | 45° |
Number of cutting edges (Z) | 4 PCS |
Corner chamfer | 0.20 mm |
Tolerance of cutting edge diameter | h10 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium |
| Legend |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/z] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Legend | ||
| E = emulsion | ae = 0.5xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
| Cutting values for roughing contour | ||||||
| For dia. 12-20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 120 | 0,096 | 0,120 | 0,144 |
| 500-850 N/mm² | E | 105 | 0,096 | 0,120 | 0,144 | |
| Machining steels | < 850 N/mm² | E | 105 | 0,096 | 0,120 | 0,144 |
| 850-1000 N/mm² | E | 90 | 0,054 | 0,072 | 0,096 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 105 | 0,096 | 0,120 | 0,144 |
| 700-850 N/mm² | E | 100 | 0,096 | 0,120 | 0,144 | |
| 850-1000 N/mm² | E | 90 | 0,054 | 0,072 | 0,096 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 80 | 0,054 | 0,072 | 0,096 |
| 1000-1200 N/mm² | E | 70 | 0,048 | 0,066 | 0,078 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 105 | 0,096 | 0,120 | 0,144 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 80 | 0,054 | 0,072 | 0,096 |
| 1000-1200 N/mm² | E | 70 | 0,048 | 0,066 | 0,078 | |
| Nitriding steels | < 1000 N/mm² | E | 80 | 0,054 | 0,072 | 0,096 |
| 1000-1200 N/mm² | E | 70 | 0,048 | 0,066 | 0,078 | |
| Tool steels | < 850 N/mm² | E | 80 | 0,054 | 0,072 | 0,096 |
| 850-1100 N/mm² | E | 70 | 0,048 | 0,066 | 0,078 | |
| 1100-1400 N/mm² | E | 60 | 0,048 | 0,066 | 0,078 | |
| High-speed steels | 850-1200 N/mm² | E | 55 | 0,048 | 0,066 | 0,078 |
| Wear-resistant constructional steel | 1400 N/mm² | E | 50 | 0,060 | 0,072 | 0,084 |
| Spring steels | < 1200 N/mm² | E | 60 | 0,048 | 0,066 | 0,078 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 85 | 0,060 | 0,066 | 0,108 |
| Stainless steels, austenitic | < 700 N/mm² | E | 80 | 0,060 | 0,066 | 0,108 |
| < 850 N/mm² | E | 80 | 0,054 | 0,072 | 0,090 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 60 | 0,054 | 0,072 | 0,090 |
| Special alloys | < 1200 N/mm² | E | 40 | 0,060 | 0,072 | 0,084 |
| Cast iron | < 180 HB | - | 120 | 0,072 | 0,096 | 0,120 |
| > 180 HB | - | 90 | 0,072 | 0,096 | 0,120 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 80 | 0,072 | 0,096 | 0,120 |
| > 260 HB | E | 70 | 0,072 | 0,096 | 0,120 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 50 | 0,060 | 0,072 | 0,084 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 300 | 0,084 | 0,108 | 0,144 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 280 | 0,084 | 0,108 | 0,144 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 200 | 0,084 | 0,108 | 0,144 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 300 | 0,084 | 0,108 | 0,144 |
| Copper, low-alloy | < 350 N/mm² | E | 280 | 0,084 | 0,108 | 0,144 |
| Brass, short-chipping | < 600 N/mm² | - | 240 | 0,084 | 0,108 | 0,144 |
| Brass, long-chipping | < 600 N/mm² | - | 240 | 0,084 | 0,108 | 0,144 |
| Bronze, short-chipping | < 600 N/mm² | - | 240 | 0,084 | 0,108 | 0,144 |
| 650-850 N/mm² | - | 210 | 0,084 | 0,108 | 0,144 | |
| Bronze, long-chipping | < 850 N/mm² | E | 210 | 0,084 | 0,108 | 0,144 |
| 850-1200 N/mm² | E | 170 | 0,084 | 0,108 | 0,144 | |
| Graphite | - | 120 | 0,072 | 0,096 | 0,120 | |
| Cutting values for roughing circular | ||||||
| For dia. 12-20 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 12-15.9 | Dia. 16-19.9 | Dia. 20 | ||||
| General structural steels | < 500 N/mm² | E | 140 | 0,020 | 0,025 | 0,030 |
| 500-850 N/mm² | E | 120 | 0,020 | 0,025 | 0,030 | |
| Machining steels | < 850 N/mm² | E | 120 | 0,020 | 0,025 | 0,030 |
| 850-1000 N/mm² | E | 100 | 0,011 | 0,015 | 0,020 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 120 | 0,020 | 0,025 | 0,030 |
| 700-850 N/mm² | E | 110 | 0,020 | 0,025 | 0,030 | |
| 850-1000 N/mm² | E | 100 | 0,013 | 0,017 | 0,023 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 85 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 70 | 0,011 | 0,015 | 0,018 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 120 | 0,020 | 0,025 | 0,030 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 85 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 70 | 0,011 | 0,015 | 0,018 | |
| Nitriding steels | < 1000 N/mm² | E | 85 | 0,013 | 0,017 | 0,023 |
| 1000-1200 N/mm² | E | 70 | 0,011 | 0,015 | 0,018 | |
| Tool steels | < 850 N/mm² | E | 85 | 0,013 | 0,017 | 0,023 |
| 850-1100 N/mm² | E | 70 | 0,011 | 0,015 | 0,018 | |
| 1100-1400 N/mm² | E | 60 | 0,011 | 0,015 | 0,018 | |
| High-speed steels | 850-1200 N/mm² | E | 60 | 0,011 | 0,015 | 0,018 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 50 | 0,013 | 0,015 | 0,018 |
| Spring steels | < 1200 N/mm² | E | 70 | 0,011 | 0,015 | 0,018 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 90 | 0,013 | 0,014 | 0,023 |
| Stainless steels, austenitic | < 700 N/mm² | E | 85 | 0,013 | 0,014 | 0,023 |
| < 850 N/mm² | E | 85 | 0,011 | 0,015 | 0,019 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 65 | 0,011 | 0,015 | 0,019 |
| Special alloys | < 1200 N/mm² | E | 45 | 0,013 | 0,015 | 0,018 |
| Spring steels | < 1200 N/mm² | - | 130 | 0,015 | 0,020 | 0,025 |
| Stainless steels, sulphurated | < 700 N/mm² | - | 100 | 0,015 | 0,020 | 0,025 |
| Stainless steels, austenitic | < 700 N/mm² | - | 85 | 0,015 | 0,020 | 0,025 |
| < 850 N/mm² | E | 80 | 0,015 | 0,020 | 0,025 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 50 | 0,013 | 0,015 | 0,018 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 350 | 0,018 | 0,023 | 0,030 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 300 | 0,018 | 0,023 | 0,030 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 220 | 0,018 | 0,023 | 0,030 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 350 | 0,018 | 0,023 | 0,030 |
| Copper, low-alloy | < 350 N/mm² | E | 300 | 0,018 | 0,023 | 0,030 |
| Brass, short-chipping | < 600 N/mm² | - | 280 | 0,018 | 0,023 | 0,030 |
| Brass, long-chipping | < 600 N/mm² | - | 280 | 0,018 | 0,023 | 0,030 |
| Bronze, short-chipping | < 600 N/mm² | - | 280 | 0,018 | 0,023 | 0,030 |
| 650-850 N/mm² | - | 240 | 0,018 | 0,023 | 0,030 | |
| Bronze, long-chipping | < 850 N/mm² | E | 240 | 0,018 | 0,023 | 0,030 |
| 850-1200 N/mm² | E | 190 | 0,018 | 0,023 | 0,030 | |
| Graphite | - | 130 | 0,015 | 0,020 | 0,025 | |
| Cutting values for roughing circular | ||||||
| For dia. 6-11.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 140 | 0,008 | 0,011 | 0,015 |
| 500-850 N/mm² | E | 120 | 0,008 | 0,011 | 0,015 | |
| Machining steels | < 850 N/mm² | E | 120 | 0,008 | 0,011 | 0,015 |
| 850-1000 N/mm² | E | 100 | 0,006 | 0,007 | 0,009 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 120 | 0,008 | 0,001 | 0,015 |
| 700-850 N/mm² | E | 110 | 0,008 | 0,001 | 0,015 | |
| 850-1000 N/mm² | E | 100 | 0,006 | 0,008 | 0,010 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 85 | 0,006 | 0,008 | 0,010 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,007 | 0,008 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 120 | 0,008 | 0,011 | 0,015 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 85 | 0,006 | 0,008 | 0,010 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,007 | 0,008 | |
| Nitriding steels | < 1000 N/mm² | E | 85 | 0,006 | 0,008 | 0,010 |
| 1000-1200 N/mm² | E | 70 | 0,005 | 0,007 | 0,008 | |
| Tool steels | < 850 N/mm² | E | 85 | 0,006 | 0,008 | 0,010 |
| 850-1100 N/mm² | E | 70 | 0,005 | 0,007 | 0,008 | |
| 1100-1400 N/mm² | E | 60 | 0,005 | 0,007 | 0,008 | |
| High-speed steels | 850-1200 N/mm² | E | 60 | 0,005 | 0,007 | 0,008 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 50 | 0,006 | 0,008 | 0,010 |
| Spring steels | < 1200 N/mm² | E | 70 | 0,005 | 0,007 | 0,008 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 90 | 0,006 | 0,008 | 0,010 |
| Stainless steels, austenitic | < 700 N/mm² | E | 85 | 0,006 | 0,008 | 0,010 |
| < 850 N/mm² | E | 85 | 0,004 | 0,006 | 0,008 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 65 | 0,004 | 0,006 | 0,008 |
| Special alloys | < 1200 N/mm² | E | 45 | 0,006 | 0,008 | 0,010 |
| Spring steels | < 1200 N/mm² | - | 130 | 0,008 | 0,010 | 0,013 |
| Stainless steels, sulphurated | < 700 N/mm² | - | 100 | 0,008 | 0,010 | 0,013 |
| Stainless steels, austenitic | < 700 N/mm² | - | 85 | 0,008 | 0,010 | 0,013 |
| < 850 N/mm² | E | 80 | 0,008 | 0,010 | 0,013 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 50 | 0,006 | 0,008 | 0,010 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 350 | 0,008 | 0,010 | 0,013 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 300 | 0,008 | 0,010 | 0,013 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 220 | 0,008 | 0,010 | 0,013 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 350 | 0,008 | 0,010 | 0,013 |
| Copper, low-alloy | < 350 N/mm² | E | 300 | 0,008 | 0,010 | 0,013 |
| Brass, short-chipping | < 600 N/mm² | - | 280 | 0,008 | 0,010 | 0,013 |
| Brass, long-chipping | < 600 N/mm² | - | 280 | 0,008 | 0,010 | 0,013 |
| Bronze, short-chipping | < 600 N/mm² | - | 280 | 0,008 | 0,010 | 0,013 |
| 650-850 N/mm² | - | 240 | 0,008 | 0,010 | 0,013 | |
| Bronze, long-chipping | < 850 N/mm² | E | 240 | 0,008 | 0,010 | 0,013 |
| 850-1200 N/mm² | E | 190 | 0,008 | 0,010 | 0,013 | |
| Graphite | - | 130 | 0,008 | 0,010 | 0,013 | |
| Cutting values for roughing groove | ||||||||
| For dia. 6 to dia. 20 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | Dia. 12-15.9 | Dia. 16-20 | ||||
| General structural steels | < 500 N/mm² | E | 120 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 |
| 500-850 N/mm² | E | 105 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | |
| Machining steels | < 850 N/mm² | E | 105 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 |
| 850-1000 N/mm² | E | 90 | 0,018 | 0,030 | 0,035 | 0,040 | 0,060 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 105 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 |
| 700-850 N/mm² | E | 100 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | |
| 850-1000 N/mm² | E | 90 | 0,018 | 0,030 | 0,035 | 0,040 | 0,060 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 80 | 0,018 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 105 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 80 | 0,018 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Nitriding steels | < 1000 N/mm² | E | 80 | 0,018 | 0,030 | 0,035 | 0,040 | 0,060 |
| 1000-1200 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,035 | 0,050 | |
| Tool steels | < 850 N/mm² | E | 80 | 0,018 | 0,030 | 0,035 | 0,040 | 0,060 |
| 850-1100 N/mm² | E | 70 | 0,015 | 0,020 | 0,025 | 0,035 | 0,050 | |
| 1100-1400 N/mm² | E | 60 | 0,015 | 0,020 | 0,025 | 0,035 | 0,050 | |
| High-speed steels | 850-1200 N/mm² | E | 55 | 0,015 | 0,020 | 0,025 | 0,035 | 0,050 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 50 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 |
| Spring steels | < 1200 N/mm² | E | 60 | 0,015 | 0,020 | 0,025 | 0,035 | 0,050 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 85 | 0,020 | 0,025 | 0,030 | 0,035 | 0,050 |
| Stainless steels, austenitic | < 700 N/mm² | E | 80 | 0,020 | 0,025 | 0,030 | 0,035 | 0,050 |
| < 850 N/mm² | E | 80 | 0,015 | 0,020 | 0,025 | 0,030 | 0,045 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 60 | 0,015 | 0,020 | 0,025 | 0,030 | 0,045 |
| Special alloys | < 1200 N/mm² | E | 40 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 |
| Cast iron | < 180 HB | - | 120 | 0,020 | 0,030 | 0,040 | 0,045 | 0,060 |
| > 180 HB | - | 90 | 0,020 | 0,030 | 0,040 | 0,045 | 0,060 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 80 | 0,020 | 0,030 | 0,040 | 0,045 | 0,060 |
| > 260 HB | E | 70 | 0,020 | 0,030 | 0,040 | 0,045 | 0,060 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 50 | 0,015 | 0,020 | 0,025 | 0,035 | 0,045 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 300 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 280 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 200 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 300 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| Copper, low-alloy | < 350 N/mm² | E | 280 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| Brass, short-chipping | < 600 N/mm² | - | 240 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| Brass, long-chipping | < 600 N/mm² | - | 240 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| Bronze, short-chipping | < 600 N/mm² | - | 240 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| 650-850 N/mm² | - | 210 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | |
| Bronze, long-chipping | < 850 N/mm² | E | 210 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 |
| 850-1200 N/mm² | E | 170 | 0,025 | 0,030 | 0,040 | 0,050 | 0,065 | |
| Graphite | - | 120 | 0,020 | 0,030 | 0,040 | 0,045 | 0,060 | |
| Cutting values for roughing contour | ||||||
| For dia. 6-11.9 | ||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||
| Dia. 6-7.9 | Dia. 8-9.9 | Dia. 10-11.9 | ||||
| General structural steels | < 500 N/mm² | E | 120 | 0,040 | 0,054 | 0,072 |
| 500-850 N/mm² | E | 105 | 0,040 | 0,054 | 0,072 | |
| Machining steels | < 850 N/mm² | E | 105 | 0,040 | 0,054 | 0,072 |
| 850-1000 N/mm² | E | 90 | 0,026 | 0,034 | 0,042 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 105 | 0,040 | 0,054 | 0,072 |
| 700-850 N/mm² | E | 100 | 0,040 | 0,054 | 0,072 | |
| 850-1000 N/mm² | E | 90 | 0,026 | 0,034 | 0,042 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 80 | 0,026 | 0,034 | 0,042 |
| 1000-1200 N/mm² | E | 70 | 0,024 | 0,030 | 0,036 | |
| Non-alloyed case-hardening steels | < 750 N/mm² | E | 105 | 0,040 | 0,054 | 0,072 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 80 | 0,026 | 0,034 | 0,042 |
| 1000-1200 N/mm² | E | 70 | 0,024 | 0,030 | 0,036 | |
| Nitriding steels | < 1000 N/mm² | E | 80 | 0,026 | 0,034 | 0,042 |
| 1000-1200 N/mm² | E | 70 | 0,024 | 0,030 | 0,042 | |
| Tool steels | < 850 N/mm² | E | 80 | 0,026 | 0,034 | 0,042 |
| 850-1100 N/mm² | E | 70 | 0,024 | 0,030 | 0,036 | |
| 1100-1400 N/mm² | E | 60 | 0,024 | 0,030 | 0,036 | |
| High-speed steels | 850-1200 N/mm² | E | 55 | 0,024 | 0,030 | 0,036 |
| Wear-resistant constructional steel | 1400 N/mm² | E | 50 | 0,029 | 0,038 | 0,048 |
| Spring steels | < 1200 N/mm² | E | 60 | 0,024 | 0,030 | 0,036 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 85 | 0,030 | 0,036 | 0,048 |
| Stainless steels, austenitic | < 700 N/mm² | E | 80 | 0,030 | 0,036 | 0,048 |
| < 850 N/mm² | E | 80 | 0,020 | 0,030 | 0,038 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 60 | 0,020 | 0,030 | 0,038 |
| Special alloys | < 1200 N/mm² | E | 40 | 0,029 | 0,038 | 0,048 |
| Cast iron | < 180 HB | - | 120 | 0,036 | 0,048 | 0,060 |
| > 180 HB | - | 90 | 0,036 | 0,048 | 0,060 | |
| Spheroidal graphite, malleable iron | > 180 HB | - | 80 | 0,036 | 0,048 | 0,060 |
| > 260 HB | E | 70 | 0,036 | 0,048 | 0,060 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 50 | 0,029 | 0,038 | 0,048 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 300 | 0,036 | 0,048 | 0,060 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 280 | 0,036 | 0,048 | 0,060 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 200 | 0,036 | 0,048 | 0,060 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 300 | 0,036 | 0,048 | 0,060 |
| Copper, low-alloy | < 350 N/mm² | E | 280 | 0,036 | 0,048 | 0,060 |
| Brass, short-chipping | < 600 N/mm² | - | 240 | 0,036 | 0,048 | 0,060 |
| Brass, long-chipping | < 600 N/mm² | - | 240 | 0,036 | 0,048 | 0,060 |
| Bronze, short-chipping | < 600 N/mm² | - | 240 | 0,036 | 0,048 | 0,060 |
| 650-850 N/mm² | - | 210 | 0,036 | 0,048 | 0,060 | |
| Bronze, long-chipping | < 850 N/mm² | E | 210 | 0,036 | 0,048 | 0,060 |
| 850-1200 N/mm² | E | 170 | 0,036 | 0,048 | 0,060 | |
| Graphite | - | 120 | 0,036 | 0,048 | 0,060 | |
| Legend | ||
| E = emulsion | ae = 1xd1 | |
| vc = cutting speed [m/min] | ||
| fz = feed per tooth [mm/z] | ap = 1xd1 | |
| ae = cutting thickness (radial) | ||
| ap = cutting thickness (axial) | ||
| The suggested cutting values are reference values and must be adapted to the respective conditions. | ||
Last viewed

HSS WN centre drill bit For HW hole saws (flat cut) and MBS HW cylinder saws

Hexagonal bolt with thread up to the head DIN 933, steel 12.9, plain

Pin punch With 2-component plastic handle

Bimetal saw blade HSS

Metric double box-end wrench with POWERDRIV®

Hand-held rivet pliers

Metric double box-end wrench Hexagon with POWERDRIV®

Cleaning cloth Tex-Vlies

Lock washer with right-angle cross-section, shape B DIN 127, A2 stainless steel, plain

System case 8.4.1 transparent