



NC machine reamer HSCO WN, H7 universal
NC machine reamer H7 HSCo WN
MAREAMER-HSCO-DIN1835A-H7-D8,0-L117/33
Art.-no. 0620100800
EAN 4052712411830





Register now and access more than 125,000 products
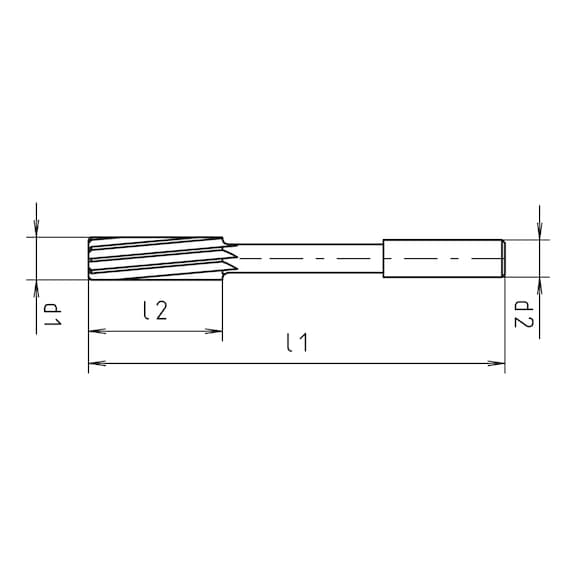
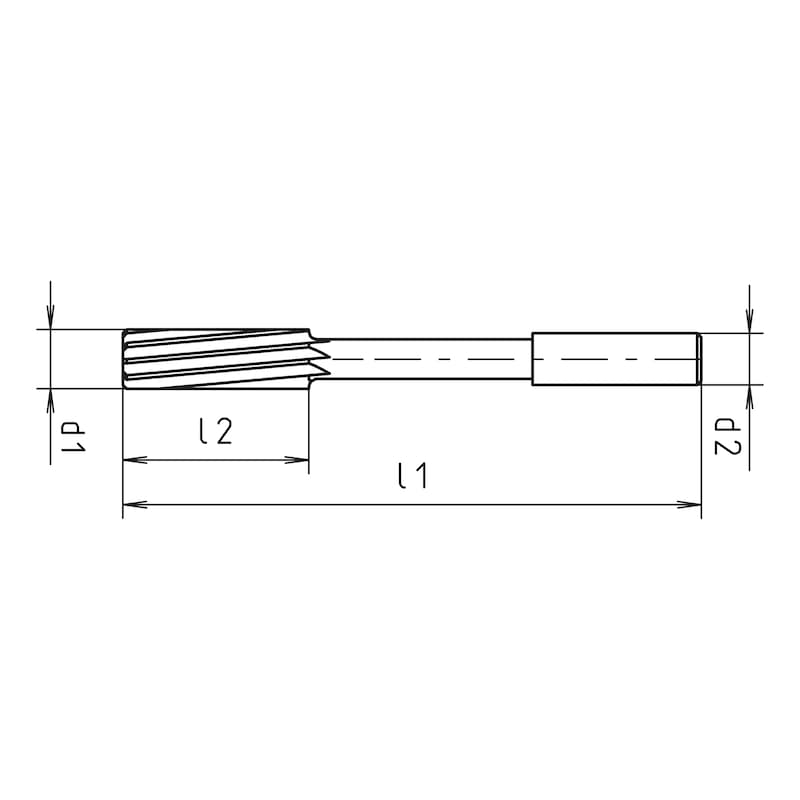
- NC-compliant design similar to DIN 212 (shape D) with even shaft diameter for standardised mounting, especially in hydraulic expansion chucks or high-precision chucks.
- Twisted flute design
- Left-hand spiral for maximum concentricity and process reliability
- No special mounts are required
Datasheets(X)

- Especially suited for interrupted cuts such as longitudinal grooves and cross holes
- Materials to be processed: Suitable for all ferrous metals, non-ferrous metals and steel
Please refer to the machining manual for the correct undersize for pre-drilling.
 | |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Aluminium, Plastic |
Cutting edge diameter (d1) | 8.00 mm |
Shank diameter (d2) | 8.0 mm |
Length (l1) | 117 mm |
Cutting edge length (l2) | 33 mm |
Projecting length (l3) | 81 mm |
Number of cutting edges (Z) | 6 PCS |
Core hole diameter | 7.80 mm |
Standards | DIN 212 similar |
Form | B |
Cutting material | HSCo |
Surface | Uncoated |
Groove type | Left-hand twist, 8° |
Shank style | Cylindrical DIN 6535-HA |
Tolerance of fit | H7 |
Max. drilling depth (D) | 8xD |
Hole type | Clearance hole |
Coolant supply | External |
Service life (points system) | 3 of 4 points |
Versatility (points system) | 4 of 4 points |
Tolerance of cutting edge diameter | h7 |
Tolerance of shank diameter | h6 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Cutting values | ||||||||
| For dia. 1.5-9.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | fz | ||||
| from | to | Dia. 1.5-1.9 | Dia. 2-4.9 | Dia. 5-7.9 | Dia. 8-9.9 | |||
| Steels | ||||||||
| General structural steels | < 500 N/mm² | O/E | 10 | 12 | 0,060 | 0,080 | 0,100 | 0,130 |
| 500-850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 | |
| Carbon steels | < 850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| 850-1,000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Unalloyed quenched and tempered steels | < 700 N/mm² | O/E | 8 | 10 | 0,060 | 0,080 | 0,100 | 0,130 |
| 700-850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 | |
| 850-1,000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Alloyed quenched and tempered steels | 850-1,000 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Unalloyed case-hardening steels | < 750 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| Alloyed case-hardening steels | < 1,000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Nitriding steels | < 1,000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| Tool steels | < 850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| 850-1,100 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| 1,100-1,400 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| High-speed steels | 850-1,200 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| Wear-resistant constructional steel | 1,350 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Spring steels | < 1,200 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Stainless steels | ||||||||
| Sulphurated stainless steels | < 700 N/mm² | E | 6 | 8 | 0,070 | 0,080 | 0,100 | 0,120 |
| Austenitic stainless steels | < 700 N/mm² | E | 6 | 8 | 0,070 | 0,080 | 0,100 | 0,120 |
| < 850 N/mm² | E | 4 | 6 | 0,050 | 0,064 | 0,080 | 0,095 | |
| Martensitic stainless steels | < 1,100 N/mm² | E | 4 | 6 | 0,050 | 0,064 | 0,080 | 0,095 |
| Special alloys | < 1,200 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| Titanium, titanium alloys | < 850 N/mm² | E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| Cast metals | ||||||||
| Cast iron | < 180 HB | T/O | 8 | 10 | 0,108 | 0,144 | 0,180 | 0,200 |
| > 180 HB | T/O | 4 | 6 | 0,072 | 0,096 | 0,120 | 0,150 | |
| Spheroidal graphite, malleable iron | > 180 HB | T/E | 8 | 10 | 0,108 | 0,144 | 0,180 | 0,200 |
| > 260 HB | T/E | 6 | 8 | 0,090 | 0,120 | 0,150 | 0,180 | |
| Non-ferrous metals | ||||||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 15 | 20 | 0,090 | 0,120 | 0,160 | 0,200 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 10 | 15 | 0,090 | 0,120 | 0,160 | 0,200 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 10 | 12 | 0,090 | 0,120 | 0,160 | 0,200 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 15 | 20 | 0,090 | 0,120 | 0,160 | 0,200 |
| Low-alloy copper | < 350 N/mm² | E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 |
| Short-chipping brass | < 600 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 |
| Long-chipping brass | < 600 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 |
| Short-chipping bronze | < 600 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 |
| 650-850 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 | |
| Long-chipping bronze | < 850 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 |
| 850-1,200 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 | |
| Graphite | - | T | 8 | 10 | 0,090 | 0,120 | 0,150 | 0,180 |
| Key |
| O = oil |
| E = emulsion |
| T = dry |
| vc = cutting speed [m/min] |
| fz = feed [mm/r] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values | |||||||
| For dia. 10-20 | |||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||
| from | to | Dia. 10-14.9 | Dia. 15-19.9 | Dia. 20 | |||
| Steels | |||||||
| General structural steels | < 500 N/mm² | O/E | 10 | 12 | 0,150 | 0,200 | 0,250 |
| 500-850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 | |
| Carbon steels | < 850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| 850-1,000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| Unalloyed quenched and tempered steels | < 700 N/mm² | O/E | 8 | 10 | 0,150 | 0,200 | 0,250 |
| 700-850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 | |
| 850-1,000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| Alloyed quenched and tempered steels | 850-1,000 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Unalloyed case-hardening steels | < 750 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| Alloyed case-hardening steels | < 1,000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Nitriding steels | < 1,000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| Tool steels | < 850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| 850-1,100 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| 1,100-1,400 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| High-speed steels | 850-1,200 N/mm² | O/E | 4 | 6 | 0,150 | 0,150 | 0,200 |
| Wear-resistant constructional steel | 1,350 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Spring steels | < 1,200 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Stainless steels | |||||||
| Sulphurated stainless steels | < 700 N/mm² | E | 6 | 8 | 0,130 | 0,165 | 0,200 |
| Austenitic stainless steels | < 700 N/mm² | E | 6 | 8 | 0,130 | 0,165 | 0,200 |
| < 850 N/mm² | E | 4 | 6 | 0,100 | 0,130 | 0,160 | |
| Martensitic stainless steels | < 1,100 N/mm² | E | 4 | 6 | 0,100 | 0,130 | 0,160 |
| Special alloys | < 1,200 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| Titanium, titanium alloys | < 850 N/mm² | E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| Cast metals | |||||||
| Cast iron | < 180 HB | T/O | 8 | 10 | 0,230 | 0,250 | 0,300 |
| > 180 HB | T/O | 4 | 6 | 0,170 | 0,200 | 0,250 | |
| Spheroidal graphite, malleable iron | > 180 HB | T/E | 8 | 10 | 0,230 | 0,250 | 0,300 |
| > 260 HB | T/E | 6 | 8 | 0,200 | 0,200 | 0,250 | |
| Non-ferrous metals | |||||||
| Aluminium, aluminium alloys | < 530 N/mm² | E | 15 | 20 | 0,230 | 0,260 | 0,300 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 10 | 15 | 0,230 | 0,260 | 0,300 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 10 | 12 | 0,230 | 0,260 | 0,300 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 15 | 20 | 0,230 | 0,260 | 0,300 |
| Low-alloy copper | < 350 N/mm² | E | 8 | 12 | 0,200 | 0,250 | 0,300 |
| Short-chipping brass | < 600 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 |
| Long-chipping brass | < 600 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 |
| Short-chipping bronze | < 600 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 |
| 650-850 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 | |
| Long-chipping bronze | < 850 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 |
| 850-1,200 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 | |
| Graphite | - | T | 8 | 10 | 0,200 | 0,250 | 0,300 |
Last viewed

Brush belt, fine

Fuse holder For flat blade fuses

Precision screwdriver set TX 7 pieces

Cable clamp in accordance with DIN 72571

Cabin air filter QUICK FILTER PM 2.5

Material processing, assortment/set

O-ring for vehicle air-conditioning systems

Stretchfit HR work vest

O-rings in mm

Thread die HSS DIN EN 22568 for standard metric ISO threads