



NC 工具機鉸刀 HSCO WN,H7 通用
NC H7 HSCo WN 工具機鉸刀
機械鉸刀-HSCO-DIN1835A-H7-D8,0-L117/33
料號 0620100800
EAN 4052712411830
登入後的客戶價格





專為企業客戶
立即註冊即可存取超過 125,000 個產品
產生 H7 孔公差
- 符合 NC 標準的設計,類似 DIN 212 (D 形),軸直徑一致可用於標準安裝,尤其是液壓延長夾頭或高精度夾頭。
- 曲槽設計
- 採用左旋螺,實現最大同心度及可靠加工製程
- 無須特殊安裝

應用區域
- 特別適用於不連續切削,例如縱向凹槽和跨孔
- 待加工材料:適用於所有鐵金屬、非鐵金屬與鋼
指示
如需正確的小型預鑽孔尺寸,請參閱機器操作手冊。
 | |
待加工材料 | 鋼, 鑄造金屬, 不銹鋼, 鈦, 銅, 黃銅, 鋁, 塑膠 |
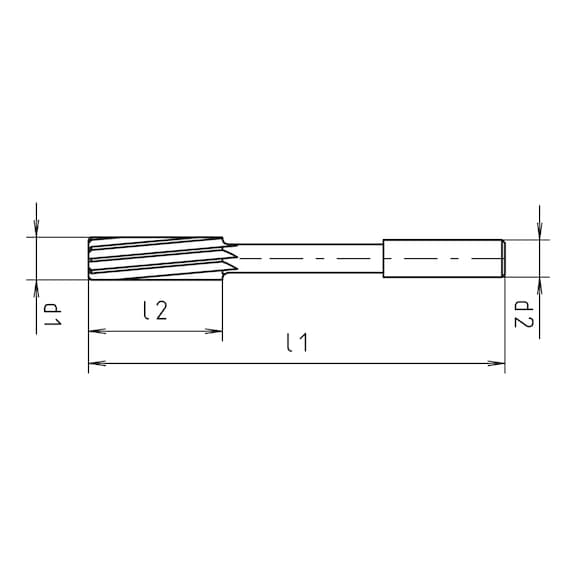
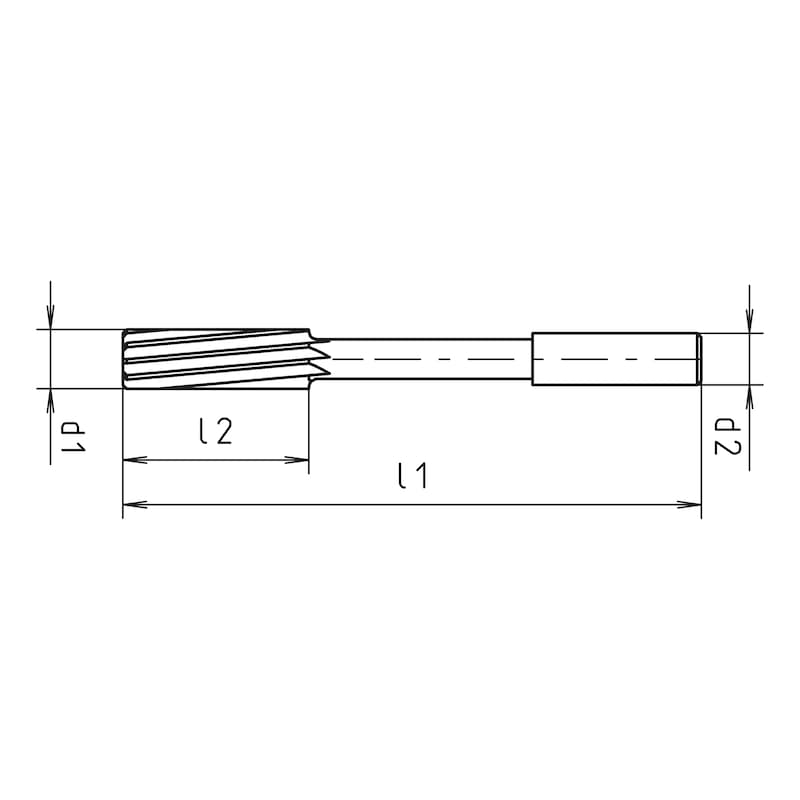
切刃直徑 (d1) | 8,00 mm |
柄直徑 (d2) | 8,0 mm |
長度 (l1) | 117 mm |
切刃長度 (l2) | 33 mm |
投影長度 (l3) | 81 mm |
切刃數 (Z) | 6 Stck(pcs) |
芯孔直徑 | 7,80 mm |
規範 | DIN 212 類似 |
成形 | B |
切削材料 | HSCo |
表面 | 無塗層 |
凹槽類型 | 左撚,8° |
柄樣式 | 圓柱 DIN 6535-HA |
配合公差 | H7 |
最大鑽孔深度 (D) | 8xD |
孔類型 | 間隙孔 |
冷卻劑供應 | 外部 |
使用壽命 (點系統) | 3 / 4 點 |
多功能性 (點系統) | 4 / 4 點 |
切刃直徑公差 | h7 |
柄直徑公差 | h6 |
材料子群組 | 一般結構鋼, 非合金回火鋼 < 1000 N/mm², 合金回火鋼 < 1000 N/mm², 氮化鋼 < 1300 N/mm², 灰鑄鐵, 可鍛鑄鐵, 不鏽鋼 < 850 N/mm², 不鏽鋼 > 850 N/mm², 鈦, 鈦合金, 銅, 黃銅, 鋁, 塑膠 |
| 切削值 | ||||||||
| 適用直徑 1.5-9.9 | ||||||||
| 材質名稱 | 抗拉強度 | 冷卻 | vc | fz | ||||
| 從 | 至 | 直徑 1.5-1.9 | 直徑 2-4.9 | 直徑 5-7.9 | 直徑 8-9.9 | |||
| 鋼 | ||||||||
| 一般結構鋼 | < 500 N/mm² | O/E | 10 | 12 | 0,060 | 0,080 | 0,100 | 0,130 |
| 500-850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 | |
| 碳鋼 | < 850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| 850-1,000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| 非合金淬火及回火鋼 | < 700 N/mm² | O/E | 8 | 10 | 0,060 | 0,080 | 0,100 | 0,130 |
| 700-850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 | |
| 850-1,000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| 合金淬火及回火鋼 | 850-1,000 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| 非合金表面硬化鋼 | < 750 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| 合金表面硬化鋼 | < 1,000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| 氮化鋼 | < 1,000 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| 工具鋼 | < 850 N/mm² | O/E | 6 | 8 | 0,060 | 0,080 | 0,100 | 0,130 |
| 850-1,100 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 | |
| 1,100-1,400 N/mm² | O/E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 | |
| 高速鋼 | 850-1,200 N/mm² | O/E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| 耐磨結構鋼 | 1,350 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| 彈簧鋼 | < 1,200 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| 不鏽鋼 | ||||||||
| 硫化不鏽鋼 | < 700 N/mm² | E | 6 | 8 | 0,070 | 0,080 | 0,100 | 0,120 |
| 奧氏體不鏽鋼 | < 700 N/mm² | E | 6 | 8 | 0,070 | 0,080 | 0,100 | 0,120 |
| < 850 N/mm² | E | 4 | 6 | 0,050 | 0,064 | 0,080 | 0,095 | |
| 麻田散鐵不鏽鋼 | < 1,100 N/mm² | E | 4 | 6 | 0,050 | 0,064 | 0,080 | 0,095 |
| 特殊合金 | < 1,200 N/mm² | E | 3 | 5 | 0,048 | 0,064 | 0,080 | 0,100 |
| 鈦,鈦合金 | < 850 N/mm² | E | 4 | 6 | 0,048 | 0,064 | 0,080 | 0,100 |
| 鑄造金屬 | ||||||||
| 鑄鐵 | < 180 HB | T/O | 8 | 10 | 0,108 | 0,144 | 0,180 | 0,200 |
| > 180 HB | T/O | 4 | 6 | 0,072 | 0,096 | 0,120 | 0,150 | |
| 球墨,可鍛鑄鐵 | > 180 HB | T/E | 8 | 10 | 0,108 | 0,144 | 0,180 | 0,200 |
| > 260 HB | T/E | 6 | 8 | 0,090 | 0,120 | 0,150 | 0,180 | |
| 非鐵金屬 | ||||||||
| 鋁,鋁合金 | < 530 N/mm² | E | 15 | 20 | 0,090 | 0,120 | 0,160 | 0,200 |
| 鋁,鑄造鋁合金 < 10 % 矽 | < 600 N/mm² | E | 10 | 15 | 0,090 | 0,120 | 0,160 | 0,200 |
| 鋁,鑄造鋁合金 > 10 % 矽 | < 600 N/mm² | E | 10 | 12 | 0,090 | 0,120 | 0,160 | 0,200 |
| 鎂,鎂合金 | < 280 N/mm² | E | 15 | 20 | 0,090 | 0,120 | 0,160 | 0,200 |
| 低合金銅 | < 350 N/mm² | E | 8 | 12 | 0,090 | 0,120 | 0,150 | 0,180 |
| 短碎屑黃銅 | < 600 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 |
| 長碎屑黃銅 | < 600 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 |
| 短碎屑青銅 | < 600 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 |
| 650-850 N/mm² | T/E | 12 | 14 | 0,120 | 0,160 | 0,200 | 0,250 | |
| 長碎屑青銅 | < 850 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 |
| 850-1,200 N/mm² | T/E | 10 | 12 | 0,120 | 0,160 | 0,200 | 0,250 | |
| 石墨 | - | T | 8 | 10 | 0,090 | 0,120 | 0,150 | 0,180 |
| 代號說明 |
| O = 機油 |
| E = 乳液 |
| T = 乾性 |
| vc = 切削速度 [m/min] |
| fz = 進料 [mm/r] |
| 建議切削值為參考值,必須根據個別條件進行調整。 |
| 切削值 | |||||||
| 適用直徑 10-20 | |||||||
| 材質名稱 | 抗拉強度 | 冷卻 | vc | fz | |||
| 從 | 至 | 直徑 10-14.9 | 直徑 15-19.9 | 直徑 20 | |||
| 鋼 | |||||||
| 一般結構鋼 | < 500 N/mm² | O/E | 10 | 12 | 0,150 | 0,200 | 0,250 |
| 500-850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 | |
| 碳鋼 | < 850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| 850-1,000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| 非合金淬火及回火鋼 | < 700 N/mm² | O/E | 8 | 10 | 0,150 | 0,200 | 0,250 |
| 700-850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 | |
| 850-1,000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| 合金淬火及回火鋼 | 850-1,000 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| 非合金表面硬化鋼 | < 750 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| 合金表面硬化鋼 | < 1,000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| 氮化鋼 | < 1,000 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| 1,000-1,200 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| 工具鋼 | < 850 N/mm² | O/E | 6 | 8 | 0,150 | 0,200 | 0,250 |
| 850-1,100 N/mm² | O/E | 4 | 6 | 0,100 | 0,150 | 0,200 | |
| 1,100-1,400 N/mm² | O/E | 3 | 5 | 0,100 | 0,150 | 0,200 | |
| 高速鋼 | 850-1,200 N/mm² | O/E | 4 | 6 | 0,150 | 0,150 | 0,200 |
| 耐磨結構鋼 | 1,350 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| 彈簧鋼 | < 1,200 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| 不鏽鋼 | |||||||
| 硫化不鏽鋼 | < 700 N/mm² | E | 6 | 8 | 0,130 | 0,165 | 0,200 |
| 奧氏體不鏽鋼 | < 700 N/mm² | E | 6 | 8 | 0,130 | 0,165 | 0,200 |
| < 850 N/mm² | E | 4 | 6 | 0,100 | 0,130 | 0,160 | |
| 麻田散鐵不鏽鋼 | < 1,100 N/mm² | E | 4 | 6 | 0,100 | 0,130 | 0,160 |
| 特殊合金 | < 1,200 N/mm² | E | 3 | 5 | 0,100 | 0,150 | 0,200 |
| 鈦,鈦合金 | < 850 N/mm² | E | 4 | 6 | 0,100 | 0,150 | 0,200 |
| 鑄造金屬 | |||||||
| 鑄鐵 | < 180 HB | T/O | 8 | 10 | 0,230 | 0,250 | 0,300 |
| > 180 HB | T/O | 4 | 6 | 0,170 | 0,200 | 0,250 | |
| 球墨,可鍛鑄鐵 | > 180 HB | T/E | 8 | 10 | 0,230 | 0,250 | 0,300 |
| > 260 HB | T/E | 6 | 8 | 0,200 | 0,200 | 0,250 | |
| 非鐵金屬 | |||||||
| 鋁,鋁合金 | < 530 N/mm² | E | 15 | 20 | 0,230 | 0,260 | 0,300 |
| 鋁,鑄造鋁合金 < 10 % 矽 | < 600 N/mm² | E | 10 | 15 | 0,230 | 0,260 | 0,300 |
| 鋁,鑄造鋁合金 > 10 % 矽 | < 600 N/mm² | E | 10 | 12 | 0,230 | 0,260 | 0,300 |
| 鎂,鎂合金 | < 280 N/mm² | E | 15 | 20 | 0,230 | 0,260 | 0,300 |
| 低合金銅 | < 350 N/mm² | E | 8 | 12 | 0,200 | 0,250 | 0,300 |
| 短碎屑黃銅 | < 600 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 |
| 長碎屑黃銅 | < 600 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 |
| 短碎屑青銅 | < 600 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 |
| 650-850 N/mm² | T/E | 12 | 14 | 0,300 | 0,350 | 0,400 | |
| 長碎屑青銅 | < 850 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 |
| 850-1,200 N/mm² | T/E | 10 | 12 | 0,300 | 0,350 | 0,400 | |
| 石墨 | - | T | 8 | 10 | 0,200 | 0,250 | 0,300 |









