
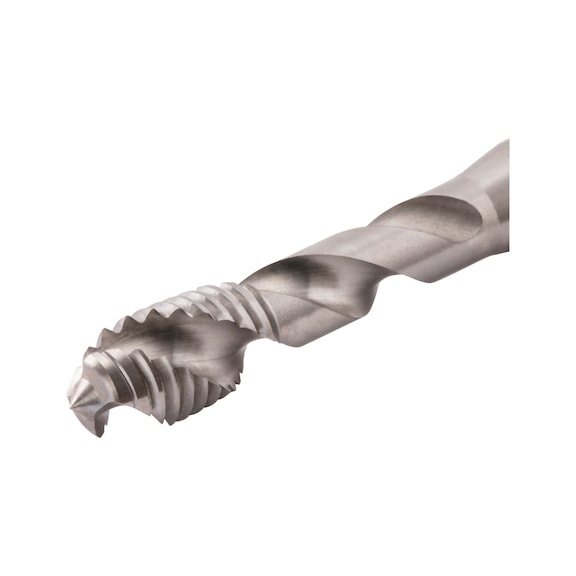



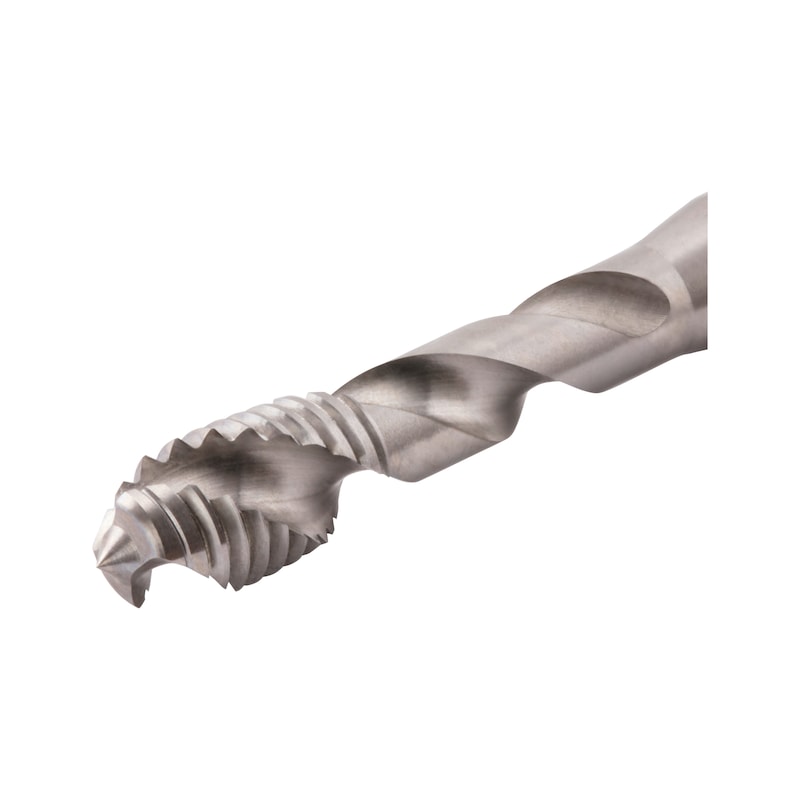
HSCo machine tap, yellow ring, aluminium profile, blind hole DIN 371/376
Machine screw tap HSCo yellow form C
MATAP-BLIHO-HSCO-DIN371-YELLOW-M8
ZEBRA



Register now and access more than 125,000 products
Cutting geometry precisely tailored to aluminium
Larger chip space and increased angle of twist
Reduced risk of outbreaks at the cutting edges of the tool
Optimized micro-geometry
Very good chip removal
The smoothed surface in the bare design minimizes material adhesions and guarantees very good chip removal.
- Sufficient coolant and lubricant must be added when cutting threads.
- For the machine tap/material assignments, see the overview tables
Datasheets(X)

Thread type | Metric thread |
Material to be processed | Non-ferrous metal |
Hole type | Blind hole ≤ 2.5xD |
Suitable for machine type | Milling/drill center |
Quality | ZEBRA-Premium |
Thread type x nominal diameter | M8 |
Pitch | 1.25 mm |
Length | 90 mm |
Shank diameter | 8 mm |
Size of square | 6.2 mm |
DIN | 371 |
Cutting material | HSCo |
Surface | Plain |
Form | C |
Core hole diameter | 6.8 mm |
Twist angle | 45° (right) |
Shank style | Cylindrical with square drive |
Tolerance of screw taps | ISO 2 (6H) |
Suitable for tensile strength up to | 1000 N/mm² |
Service life (points system) | 3 of 4 points |
Trueness to gauge (points system) | 4 of 4 points |
Versatility (points system) | 1 of 4 points |
Cutting behaviour (points system) | 3 of 4 points |
Chip formation (points system) | 4 of 4 points |
Material of sub-group | Aluminium |
| Cutting values | ||||||||||||
| For M3-M5 | ||||||||||||
| Material name | Tensile strength | M3 | M4 | M5 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Non-ferrous metals | ||||||||||||
| Aluminium and aluminium alloys | ≤ 450 N/mm² | 15 | 20 | 1592 | 2122 | 0,50 | 1194 | 1592 | 0,70 | 955 | 1273 | 0,80 |
| Wrought aluminium alloys | ≤ 400 N/mm² | 15 | 20 | 1592 | 2122 | 0,50 | 1194 | 1592 | 0,70 | 955 | 1273 | 0,80 |
| Aluminium cast alloys <= 10 % Si | ≤ 600 N/mm² | 10 | 12 | 1061 | 1273 | 0,50 | 796 | 955 | 0,70 | 637 | 764 | 0,80 |
| Copper, low-alloy | ≤ 400 N/mm² | 15 | 20 | 1592 | 2122 | 0,50 | 1194 | 1592 | 0,70 | 955 | 1273 | 0,80 |
| Brass, long-chipping | ≤ 600 N/mm² | 15 | 20 | 1592 | 2122 | 0,50 | 1194 | 1592 | 0,70 | 955 | 1273 | 0,80 |
| Bronze, long-chipping | ≤ 1,000 N/mm² | 15 | 20 | 1592 | 2122 | 0,50 | 1194 | 1592 | 0,70 | 955 | 1273 | 0,80 |
| Plastics, duroplastic | 6 | 8 | 637 | 849 | 0,50 | 477 | 637 | 0,70 | 382 | 509 | 0,80 | |
| Plastics, thermoplastic | 6 | 8 | 637 | 849 | 0,50 | 477 | 637 | 0,70 | 382 | 509 | 0,80 | |
| For M6-M10 | ||||||||||||
| Material name | Tensile strength | M6 | M8 | M10 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Non-ferrous metals | ||||||||||||
| Aluminium and aluminium alloys | ≤ 450 N/mm² | 15 | 20 | 796 | 1061 | 1,00 | 597 | 796 | 1,25 | 477 | 637 | 1,50 |
| Wrought aluminium alloys | ≤ 400 N/mm² | 15 | 20 | 796 | 1061 | 1,00 | 597 | 796 | 1,25 | 477 | 637 | 1,50 |
| Aluminium cast alloys <= 10 % Si | ≤ 600 N/mm² | 10 | 12 | 531 | 637 | 1,00 | 398 | 477 | 1,25 | 318 | 382 | 1,50 |
| Copper, low-alloy | ≤ 400 N/mm² | 15 | 20 | 796 | 1061 | 1,00 | 597 | 796 | 1,25 | 477 | 637 | 1,50 |
| Brass, long-chipping | ≤ 600 N/mm² | 15 | 20 | 796 | 1061 | 1,00 | 597 | 796 | 1,25 | 477 | 637 | 1,50 |
| Bronze, long-chipping | ≤ 1,000 N/mm² | 15 | 20 | 796 | 1061 | 1,00 | 597 | 796 | 1,25 | 477 | 637 | 1,50 |
| Plastics, duroplastic | 6 | 8 | 318 | 424 | 1,00 | 239 | 318 | 1,25 | 191 | 255 | 1,50 | |
| Plastics, thermoplastic | 6 | 8 | 318 | 424 | 1,00 | 239 | 318 | 1,25 | 191 | 255 | 1,50 | |
| For M12-M16 | ||||||||||||
| Material name | Tensile strength | M12 | M14 | M16 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Non-ferrous metals | ||||||||||||
| Aluminium and aluminium alloys | ≤ 450 N/mm² | 15 | 20 | 398 | 531 | 1,75 | 341 | 455 | 2,00 | 298 | 398 | 2,00 |
| Wrought aluminium alloys | ≤ 400 N/mm² | 15 | 20 | 398 | 531 | 1,75 | 341 | 455 | 2,00 | 298 | 398 | 2,00 |
| Aluminium cast alloys <= 10 % Si | ≤ 600 N/mm² | 10 | 12 | 265 | 318 | 1,75 | 227 | 273 | 2,00 | 199 | 239 | 2,00 |
| Copper, low-alloy | ≤ 400 N/mm² | 15 | 20 | 398 | 531 | 1,75 | 341 | 455 | 2,00 | 298 | 398 | 2,00 |
| Brass, long-chipping | ≤ 600 N/mm² | 15 | 20 | 398 | 531 | 1,75 | 341 | 455 | 2,00 | 298 | 398 | 2,00 |
| Bronze, long-chipping | ≤ 1,000 N/mm² | 15 | 20 | 398 | 531 | 1,75 | 341 | 455 | 2,00 | 298 | 398 | 2,00 |
| Plastics, duroplastic | 6 | 8 | 159 | 212 | 1,75 | 136 | 182 | 2,00 | 119 | 159 | 2,00 | |
| Plastics, thermoplastic | 6 | 8 | 159 | 212 | 1,75 | 136 | 182 | 2,00 | 119 | 159 | 2,00 | |
| For M20 | ||||||
| Material name | Tensile strength | M20 | ||||
| vc | n | f | ||||
| from | to | from | to | |||
| Non-ferrous metals | ||||||
| Aluminium and aluminium alloys | ≤ 450 N/mm² | 15 | 20 | 239 | 318 | 2,50 |
| Wrought aluminium alloys | ≤ 400 N/mm² | 15 | 20 | 239 | 318 | 2,50 |
| Aluminium cast alloys <= 10 % Si | ≤ 600 N/mm² | 10 | 12 | 159 | 191 | 2,50 |
| Copper, low-alloy | ≤ 400 N/mm² | 15 | 20 | 239 | 318 | 2,50 |
| Brass, long-chipping | ≤ 600 N/mm² | 15 | 20 | 239 | 318 | 2,50 |
| Bronze, long-chipping | ≤ 1,000 N/mm² | 15 | 20 | 239 | 318 | 2,50 |
| Plastics, duroplastic | 6 | 8 | 95 | 127 | 2,50 | |
| Plastics, thermoplastic | 6 | 8 | 95 | 127 | 2,50 | |
| Legend |
| vc = cutting speed [m/min] |
| f = feed [mm/r] |
| n = rotation speed [rpm] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
Last viewed

TIG welding rod for steel welding WSG 2

1/2 inch socket wrench insert, metric

Aluminium paste AL 1100

Metric double box-end wrench Hexagon with POWERDRIV®

Plastic tap DN 60 connection

Quick-change mount for bi-metal cylinder saws

Combination wrench, inch with POWERDRIV®

Countersunk head screw with hexagon socket ISO 10642, A2-070 stainless steel, plain

Hexagonal bolt with shank ISO 4014, steel 10.9, zinc-plated, blue passivated (A2K)

Repair hose line, NBR/textile For non-fuel-carrying applications