





具備角半徑 Speedcut 4.0 通用、長型、選購、四個切刃、不平均扭轉梯度角度的 HPC 端銑
銑刀 SC4.0 Uni DIN6527L N 型 Twind ER HA
銑刀-SP4.0-DIN6527L-UV-TD-HA-D6,0X0,5MM
料號
5443312001
EAN 4062856187133
登入後的客戶價格





























專為企業客戶
立即註冊即可存取超過 125,000 個產品
適合通用應用的整體碳化鎢高效能刀具:使用一項工具同時完成平滑處理、粗加工與加粗。不同的螺旋角度可產生平滑、無震動運行與極佳表面品質。4.0 代確立了加工效能的新標準。
使用說明是根據我們測試及經驗所提供的建議,請在每次使用前先行測試。由於施作、存放及加工條件影響因素非常多,我們不針對特定施工或使用結果承擔任何責任。我們的銷售或客服人員提供技術資訊或諮詢服務,但此服務不承擔任何責任,除指定合約服務範圍或產品顧問所傳達之訊息或技術資訊。

 | |
產品代碼 | 8547 |
待加工材料 | 鋼, 鑄造金屬, 不銹鋼, 鈦, 硬韌材料, 非鐵金屬 |
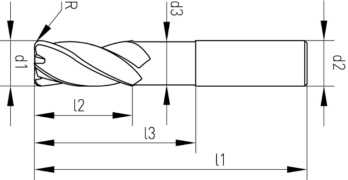
直徑 (d1) | 6 mm |
柄直徑 (d2) | 6 mm |
間隙直徑 (d3) | 5.5 mm |
規範 | DIN 6527 |
結構長度 | 長 |
柄樣式 | 圓柱 DIN 6535-HA |
切削材料 | 實心碳化鎢 |
表面 | TWINDUR |
冷卻劑供應 | 外部 |
扭角 | 35-38° |
角半徑 (R) | 0.5 mm |
長度 (l1) | 57 mm |
切刃長度 (l2) | 13 mm |
間隙長度 (l3) | 21 mm |
切刃數 (Z) | 4 Stck(pcs) |
切刃直徑公差 | h10 |
柄直徑公差 | h6 |
材料子群組 | 一般結構鋼, 非合金回火鋼 < 1000 N/mm², 合金回火鋼 < 1000 N/mm², 氮化鋼 < 1300 N/mm², 灰鑄鐵, 可鍛鑄鐵, 不鏽鋼 < 850 N/mm², 不鏽鋼 > 850 N/mm², 鈦, 鈦合金, 鋼 > 45 HRC, 銅, 黃銅, 鋁 |
| 傳奇 |
| L = 空氣 |
| E = 乳液 |
| vc = 切削速度 [公尺/分鐘] |
| fz = 每齒進料 [公釐/z] |
| ae (徑向切削厚度) = 0.06xd1 |
| ap (軸向切削厚度) = 0.06xd1 |
| 建議的切削值為參考值,必須根據各自的條件進行調整。 |
| 適用直徑 6-12 | |||||||
| 材料名稱 | 抗拉強度 | 冷卻 | vc | fz | |||
| 直徑 6 | 直徑 8 | 直徑 10 | 直徑 12 | ||||
| 鋼 | |||||||
| 一般結構鋼 | < 500 N/mm² | L + E | 235 | 0,037 | 0,051 | 0,068 | 0,090 |
| 500-850 N/mm² | L + E | 190 | 0,037 | 0,051 | 0,068 | 0,090 | |
| 加工鋼 | < 850 N/mm² | L + E | 190 | 0,037 | 0,051 | 0,068 | 0,090 |
| 850-1000 N/mm² | L + E | 180 | 0,025 | 0,032 | 0,039 | 0,051 | |
| 非合金回火鋼 | < 700 N/mm² | L + E | 185 | 0,037 | 0,051 | 0,068 | 0,090 |
| 700-850 N/mm² | L + E | 185 | 0,037 | 0,051 | 0,068 | 0,090 | |
| 850-1000 N/mm² | L + E | 185 | 0,025 | 0,032 | 0,039 | 0,051 | |
| 合金回火鋼 | 850-1000 N/mm² | L + E | 180 | 0,025 | 0,032 | 0,039 | 0,051 |
| 1000-1200 N/mm² | L + E | 155 | 0,023 | 0,028 | 0,034 | 0,045 | |
| 非合金表面硬化鋼 | < 750 N/mm² | L + E | 235 | 0,037 | 0,051 | 0,068 | 0,090 |
| 合金表面硬化鋼 | < 1000 N/mm² | L + E | 180 | 0,025 | 0,032 | 0,039 | 0,051 |
| 1000-1200 N/mm² | L + E | 155 | 0,023 | 0,028 | 0,034 | 0,045 | |
| 氮化鋼 | < 1000 N/mm² | L + E | 180 | 0,025 | 0,032 | 0,039 | 0,051 |
| 1000-1200 N/mm² | L + E | 155 | 0,023 | 0,028 | 0,034 | 0,045 | |
| 工具鋼 | < 850 N/mm² | L + E | 190 | 0,025 | 0,032 | 0,039 | 0,051 |
| 850-1100 N/mm² | L + E | 180 | 0,023 | 0,028 | 0,034 | 0,045 | |
| 高速鋼 | 850-1200 N/mm² | L + E | 105 | 0,023 | 0,028 | 0,034 | 0,045 |
| 彈簧鋼 | < 1200 N/mm² | L + E | 105 | 0,023 | 0,028 | 0,034 | 0,045 |
| 不鏽鋼 | |||||||
| 不銹鋼,硫化 | < 700 N/mm² | E | 130 | 0,028 | 0,034 | 0,045 | 0,056 |
| 不銹鋼,奧氏體 | < 700 N/mm² | E | 120 | 0,028 | 0,034 | 0,045 | 0,056 |
| < 850 N/mm² | E | 105 | 0,019 | 0,028 | 0,036 | 0,051 | |
| 不銹鋼,馬氏體 | < 1100 N/mm² | E | 90 | 0,019 | 0,028 | 0,036 | 0,051 |
| 特種合金 | < 1200 N/mm² | E | 70 | 0,027 | 0,036 | 0,045 | 0,056 |
| 鈦,鈦合金 | < 850 N/mm² | E | 70 | 0,027 | 0,036 | 0,045 | 0,056 |
| 鑄造金屬 | |||||||
| 鑄鐵 | < 180 HB | - | 160 | 0,034 | 0,045 | 0,056 | 0,068 |
| < 180 HB | - | 130 | 0,034 | 0,045 | 0,056 | 0,068 | |
| 球墨,可鍛鑄鐵 | < 180 HB | - | 130 | 0,034 | 0,045 | 0,056 | 0,068 |
| > 260 HB | E | 105 | 0,034 | 0,045 | 0,056 | 0,068 | |
| 適用直徑 6-12 | |||||||
| 材料名稱 | 抗拉強度 | 冷卻 | vc | fz | |||
| 直徑 6 | 直徑 8 | 直徑 10 | 直徑 12 | ||||
| 鋼 | |||||||
| 一般結構鋼 | < 500 N/mm² | L + E | 300 | 0,061 | 0,071 | 0,081 | 0,090 |
| 500-850 N/mm² | L + E | 235 | 0,061 | 0,071 | 0,081 | 0,090 | |
| 加工鋼 | < 850 N/mm² | L + E | 235 | 0,061 | 0,071 | 0,081 | 0,090 |
| 850-1000 N/mm² | L + E | 230 | 0,041 | 0,051 | 0,061 | 0,071 | |
| 非合金回火鋼 | < 700 N/mm² | L + E | 260 | 0,061 | 0,071 | 0,081 | 0,090 |
| 700-850 N/mm² | L + E | 235 | 0,061 | 0,071 | 0,081 | 0,090 | |
| 850-1000 N/mm² | L + E | 230 | 0,041 | 0,051 | 0,061 | 0,071 | |
| 合金回火鋼 | 850-1000 N/mm² | L + E | 220 | 0,041 | 0,051 | 0,061 | 0,071 |
| 1000-1200 N/mm² | L + E | 190 | 0,034 | 0,045 | 0,056 | 0,068 | |
| 非合金表面硬化鋼 | < 750 N/mm² | L + E | 300 | 0,061 | 0,071 | 0,081 | 0,090 |
| 合金表面硬化鋼 | < 1000 N/mm² | L + E | 230 | 0,041 | 0,051 | 0,061 | 0,071 |
| 1000-1200 N/mm² | L + E | 190 | 0,034 | 0,045 | 0,056 | 0,068 | |
| 氮化鋼 | < 1000 N/mm² | L + E | 230 | 0,041 | 0,051 | 0,061 | 0,071 |
| 1000-1200 N/mm² | L + E | 190 | 0,034 | 0,045 | 0,056 | 0,068 | |
| 工具鋼 | < 850 N/mm² | L + E | 240 | 0,041 | 0,051 | 0,061 | 0,071 |
| 850-1100 N/mm² | L + E | 230 | 0,034 | 0,045 | 0,056 | 0,068 | |
| 高速鋼 | 850-1200 N/mm² | L + E | 130 | 0,034 | 0,045 | 0,056 | 0,068 |
| 彈簧鋼 | < 1200 N/mm² | L + E | 130 | 0,034 | 0,045 | 0,056 | 0,068 |
| 不鏽鋼 | |||||||
| 不銹鋼,硫化 | < 700 N/mm² | E | 160 | 0,041 | 0,051 | 0,061 | 0,071 |
| 不銹鋼,奧氏體 | < 700 N/mm² | E | 140 | 0,041 | 0,051 | 0,061 | 0,071 |
| < 850 N/mm² | E | 130 | 0,034 | 0,045 | 0,056 | 0,068 | |
| 不銹鋼,馬氏體 | < 1100 N/mm² | E | 115 | 0,034 | 0,045 | 0,056 | 0,068 |
| 特種合金 | < 1200 N/mm² | E | 90 | 0,023 | 0,036 | 0,034 | 0,061 |
| 鈦,鈦合金 | < 850 N/mm² | E | 90 | 0,023 | 0,036 | 0,034 | 0,061 |
| 鑄造金屬 | |||||||
| 鑄鐵 | < 180 HB | - | 205 | 0,030 | 0,061 | 0,081 | 0,100 |
| < 180 HB | - | 130 | 0,030 | 0,061 | 0,081 | 0,100 | |
| 球墨,可鍛鑄鐵 | < 180 HB | - | 160 | 0,030 | 0,061 | 0,081 | 0,100 |
| > 260 HB | E | 130 | 0,030 | 0,061 | 0,081 | 0,100 | |
| 傳奇 |
| L = 空氣 |
| E = 乳液 |
| vc = 切削速度 [公尺/分鐘] |
| fz = 每齒進料 [公釐/z] |
| ae (徑向切削厚度) = 0.06xd1 |
| ap (軸向切削厚度) = 1xd1 |
| 建議的切削值為參考值,必須根據各自的條件進行調整。 |









