























具備獨特 SMART STEP 技術的超長型深孔鑽,適用於以手導使用方式在軟木與硬木、複合材料、強度高達 1000 N/mm² 的鋼材、鑄鐵、鋁材、銅、塑膠、銅、黃銅和青銅進行高精度循環鑽孔
首款具備階梯式鑽頭幾何的超長型麻花鑽頭
精準,圓形孔,無需中心衝孔
相較於傳統超長型 HSS 鑽頭,速度加快可達 100 %
鑽孔極為舒適
- 即使具備超長設計也無需預先鑽孔,並能精準點鑽
- 即使是特別深的鑽孔,也能防止工具脫離中心
- 相較於傳統超長型麻花鑽頭,鑽孔時省力效果卓越
- 簡單鑽孔或擴大現有鑽孔
3 平面柄
- 鑽頭夾頭不旋轉:作業更快、更順暢
- 最佳動力傳送
- 防止鑽頭夾頭損壞
- 毫不費力即可鬆開與鎖緊鑽頭夾頭
產品包裝 100 % 由 PCR (家庭廢棄物回收塑膠) 製成,100 % 可回收
Würth 獨家供應
通知
適用於盲孔,請注意延長鑽頭 (參閱尺寸 l3)!

應用區域
- 適用於在薄壁複合材料進行鑽孔,例如窗戶結構 (具備鋼芯的塑膠型材)
- 高品質鑽孔,相較於傳統木鑽錐,使用壽命明顯更長。
- 非常適合用於充電式電鑽及手持式、柱式電鑽與鑽床
- 普遍適用於平滑及圓形且不平坦的表面
指示
為了確保最佳鑽孔速度,並避免卡住,請針對較大的鑽孔深度使用「鑿擊週期」。
 | |
適合機器類型 | 鑽機, 充電式螺絲起子, 座式鑽機 |
待加工材料 | 鋼, 鑄鐵, 非鐵金屬, 木材, 硬木 |
品質 | 高級 ZEBRA |
標準 / 鑽孔深度 | DIN 1869 / 25xD |
版本 | 超長 |
直徑 (Ø) | 5.0 mm |
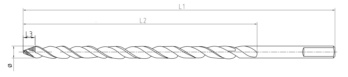
長度 (l1) | 245 mm |
容屑槽長度 (l2) | 170 mm |
鑽頭長度 (l3) | 3.9 mm |
柄樣式 | 3 面柄 |
表面 | 多重精製 |
切削材料 | HSS |
使用壽命 (點系統) | 3 / 4 點 |
鑽孔速度 (點系統) | 4 / 4 點 |
鏜孔品質 (點系統) ( ) | 4 / 4 點 |
多功能性 (點系統) | 3 / 4 點 |
鑽孔行為 (點系統) | 4 / 4 點 |
適合鑽孔 (點系統) | 4 / 4 點 |
適合充電式鑽孔 (點系統) | 4 / 4 點 |
適合立式鑽機 (點系統) | 4 / 4 點 |
自動定心 | 是 |
適合最大抗拉強度 | 1000 N/mm² |
材料子群組 | 一般結構鋼, 非合金回火鋼, 合金回火鋼, 氮化鋼, 工具鋼, 高速鋼, 鑄鐵, 韌性鐵, 可鍛鑄鐵, 鋁, 鋁合金, 鋁鍛軋合金, 鑄造鋁合金 (<10% 矽), 鎂合金, 銅,低合金, 黃銅,短碎屑, 黃銅,長碎屑, 青銅,短碎屑, 青銅,長碎屑, 塑膠,熱固性, 塑膠,熱可塑性, 塑膠,芳綸纖維強化, 塑膠,玻璃/碳纖維強化 |
| HSS DIN 1869 R2 SMART STEP 麻花鑽頭的切削參數 | ||||||||||||
| 適用直徑 4.0-6.0 | ||||||||||||
| 材質名稱 | 抗拉強度 | 從直徑 4.0 起 | 從直徑 5.0 起 | 從直徑 6.0 起 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| 從 | 至 | 從 | 至 | 從 | 至 | 從 | 至 | |||||
| 一般結構鋼 | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| 非合金熱處理鋼 | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| 低合金熱處理鋼 | ≤ 850 N/mm² | 18 | 27 | 1433 | 2149 | 0,020 | 1146 | 1719 | 0,025 | 955 | 1433 | 0,027 |
| 非合金熱處理鋼 | ≤ 1000 N/mm² | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| 低合金熱處理鋼 | ≤ 1000 N/mm² | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| 合金熱處理鋼 | ≤ 1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| 氮化鋼 | ≤ 1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| 工具鋼 | ≤ 1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| 高速鋼 | ≤ 1000 N/mm² | 10 | 15 | 796 | 1194 | 0,018 | 636 | 955 | 0,021 | 531 | 796 | 0,025 |
| 鑄鐵 | ≤ 350 HB | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| 球狀石墨鑄鐵和可鍛鑄鐵 | ≤ 350 HB | 15 | 23 | 1194 | 1831 | 0,018 | 955 | 1464 | 0,021 | 796 | 1221 | 0,025 |
| 鋁 | ≤ 600 N/mm² | 35 | 45 | 2786 | 3582 | 0,020 | 2229 | 2866 | 0,025 | 1857 | 2388 | 0,027 |
| 塑膠,硬質塑膠 | 15 | 23 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,025 | 758 | 1162 | 0,027 | |
| 塑膠,熱塑性 | 15 | 23 | 1194 | 1831 | 0,020 | 955 | 1464 | 0,025 | 758 | 1162 | 0,027 | |
| 軟木 | 21 | 30 | 1672 | 2388 | 0,023 | 1338 | 1910 | 0,028 | 1114 | 1592 | 0,030 | |
| 硬木 | 18 | 27 | 1433 | 2149 | 0,022 | 1146 | 1719 | 0,027 | 955 | 1433 | 0,030 | |
| 圖例 | |
| vc = 切削速度 [m/min] | |
| f = 進料 [mm/r] | |
| n = 速度 [rpm] | |
| 建議切削值為參考值,必須根據個別條件進行調整。 | |
| 適用直徑 8.0-13.0 | ||||||||||||
| 材質名稱 | 抗拉強度 | 從直徑 8.0 起 | 從直徑 10.0 起 | 從直徑 13.0 起 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| 從 | 至 | 從 | 至 | 從 | 至 | 從 | 至 | |||||
| 一般結構鋼 | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| 非合金熱處理鋼 | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| 低合金熱處理鋼 | ≤ 850 N/mm² | 18 | 27 | 716 | 1074 | 0,03 | 573 | 859 | 0,035 | 440 | 661 | 0,038 |
| 非合金熱處理鋼 | ≤ 1000 N/mm² | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| 低合金熱處理鋼 | ≤ 1000 N/mm² | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| 合金熱處理鋼 | ≤ 1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| 氮化鋼 | ≤ 1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| 工具鋼 | ≤ 1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| 高速鋼 | ≤ 1000 N/mm² | 10 | 15 | 398 | 597 | 0,028 | 318 | 477 | 0,031 | 245 | 367 | 0,035 |
| 鑄鐵 | ≤ 350 HB | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| 球狀石墨鑄鐵和可鍛鑄鐵 | ≤ 350 HB | 15 | 23 | 597 | 915 | 0,028 | 477 | 732 | 0,031 | 367 | 563 | 0,035 |
| 鋁 | ≤ 600 N/mm² | 35 | 45 | 1393 | 1791 | 0,03 | 1114 | 1433 | 0,035 | 857 | 1102 | 0,038 |
| 塑膠,硬質塑膠 | 15 | 23 | 597 | 915 | 0,03 | 477 | 732 | 0,035 | 367 | 563 | 0,038 | |
| 塑膠,熱塑性 | 15 | 23 | 597 | 915 | 0,03 | 477 | 732 | 0,035 | 367 | 563 | 0,038 | |
| 軟木 | 21 | 30 | 836 | 1194 | 0,033 | 668 | 955 | 0,038 | 514 | 734 | 0,041 | |
| 硬木 | 18 | 27 | 716 | 1074 | 0,032 | 573 | 859 | 0,036 | 440 | 661 | 0,038 | |









